溶接の種類
点付け溶接

主に仮止めの意味で用いる。
本溶接の前に断続的に位置づけをする為の溶接方法で、そのまま本溶接として用いるタップ溶接とは異なり、本溶接しやすく正しい寸法を保つことができる。
本溶接の前に寸法が狂わないように、最初と最後を点溶接(仮溶接)して固定し、その後で本溶接する必要がある。
タップ溶接
金属同士を点でつなぐ方法。
強度がそこまで必要ないものには手間・コストの面でこの溶接を用いる。
連続して全部溶接するのではなく、ところどころ間隔をあけて溶接する方法でそのまま本溶接となる。
溶接ビード
アーク溶接の作業をしている際に金属がみみず腫れのように盛り上がっている部分のことを指す。
きれいな曲面にしなければならないような用途では、溶接ビードを除去する作業が必要になる。
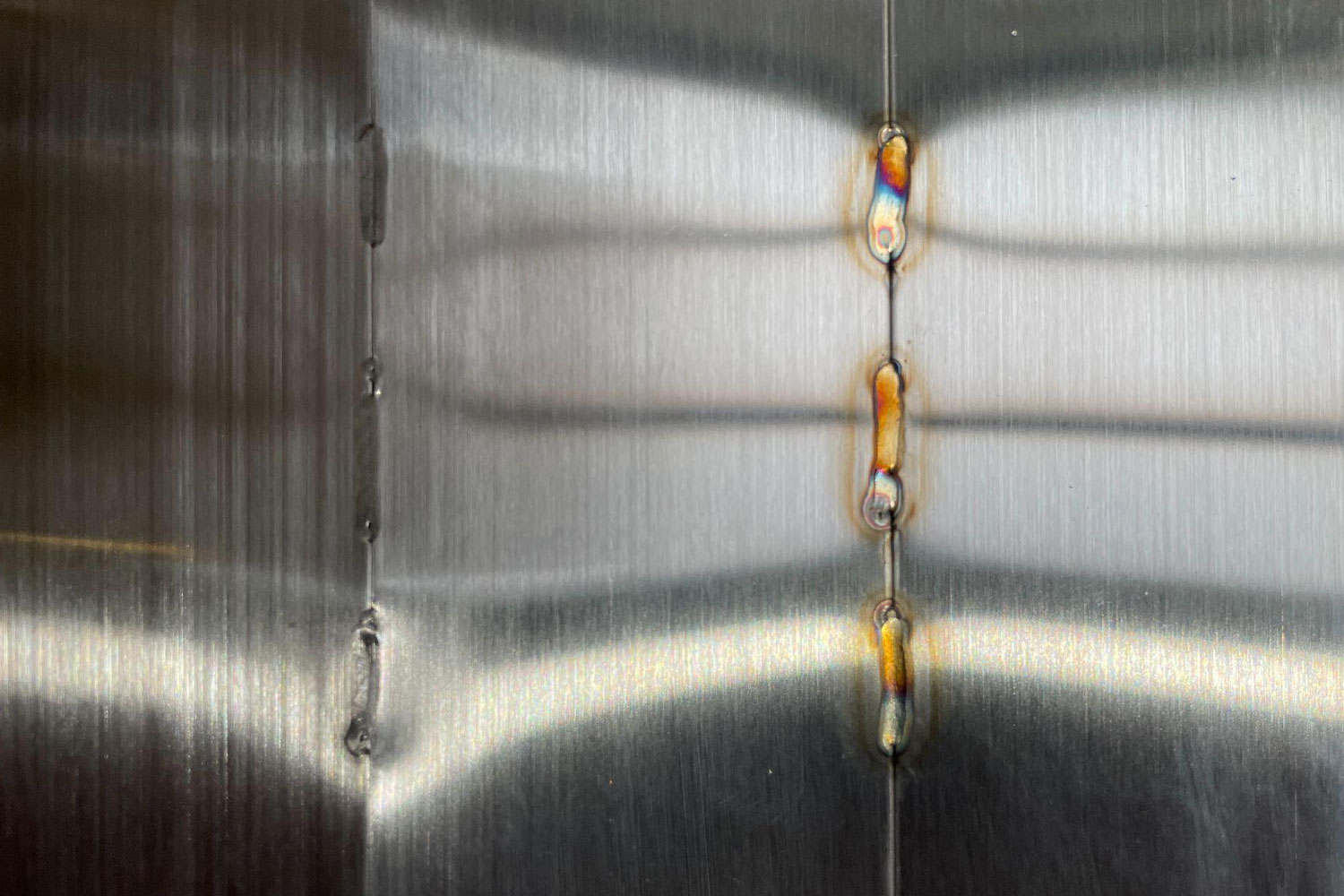
点付け溶接
その名の通り、金属同士を点でつなぐ溶接方法です。
間隔をあけて断続して溶接するため、溶接入熱による変形を抑え、溶接歪が少なくなります。
また、溶接する部分が少ないためコストが低くなる溶接方法です。主に袴の取付などに用います。
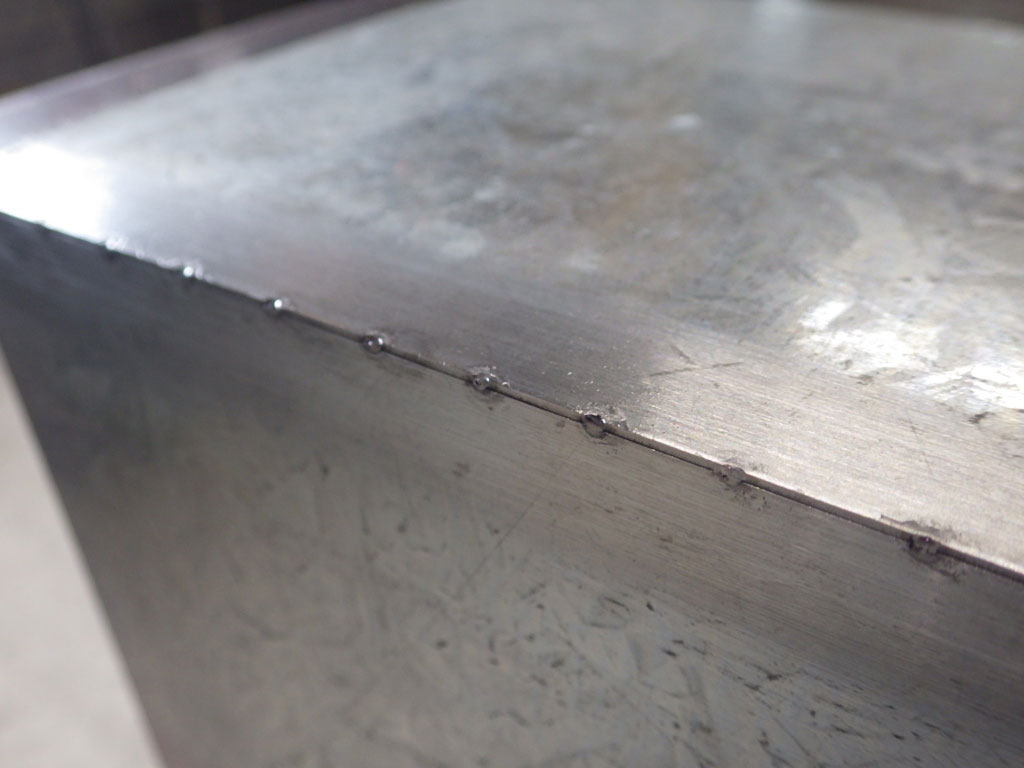
タップ溶接
一般的に溶接でステンレスなど歪みやすい材料の接着面全てを繋ぎ合わせると、高い強度を得ることができますが、溶接の熱によって歪(ひずみ)や反りなどの変形が起きてしまいます。すると、歪み取り作業が必要となり、さらに手間とコストがかかります。
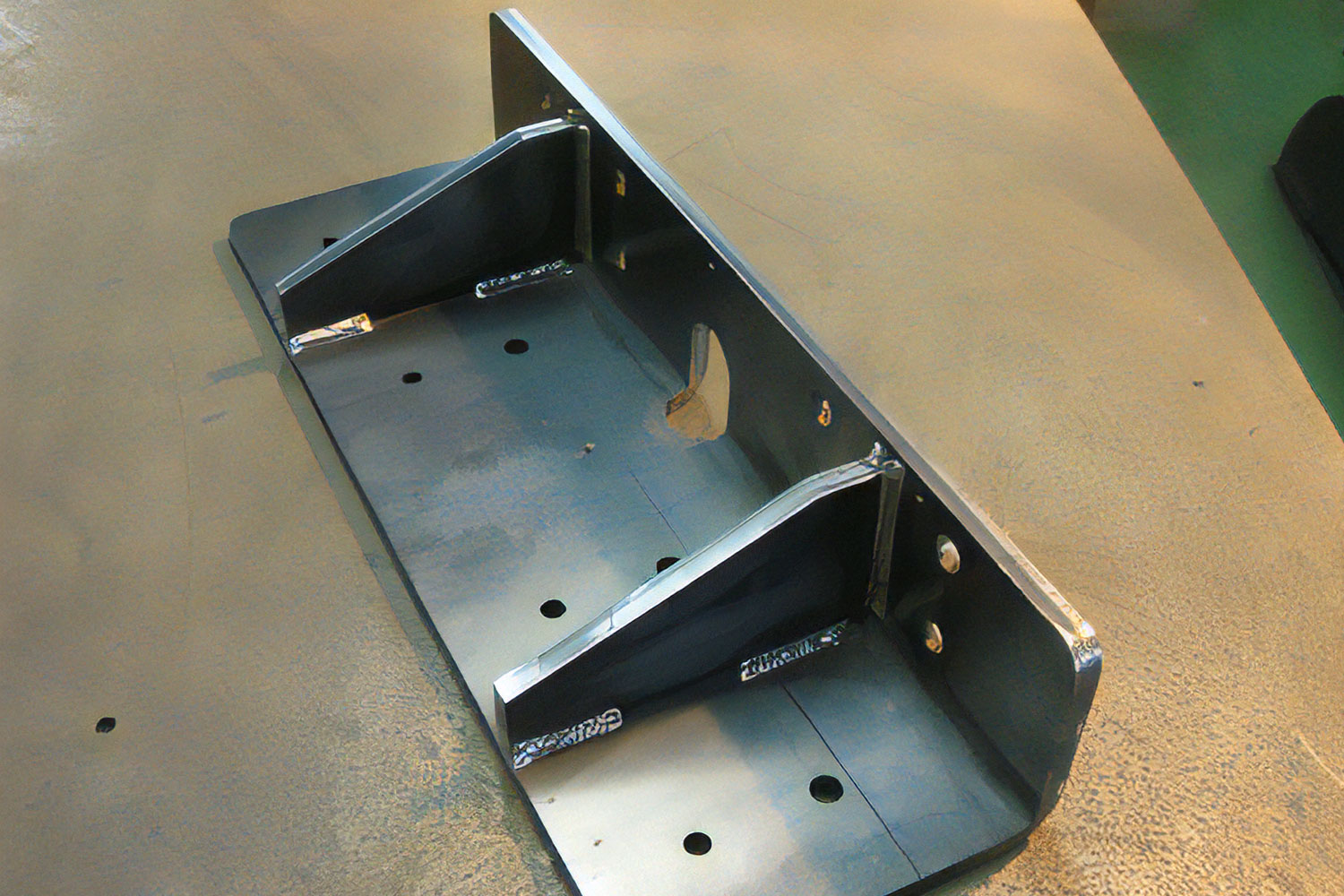
そこで、工業機械の外面カバーなど、強度がそこまで必要でない場合にタップ溶接が用いられるのです。強度やシール性が必要ないものには手間・コストを抑える意味でタップ溶接を用います。
また、歪みも少なくすみ、製品の精度も出やすく、タップ溶接は本溶接なので、そのままの状態で製品となる場合が多いです。
タップ溶接は画像のような「すみ肉溶接」でよく見られます。
金属同士をT字につなぎ合わせる際に、材料の強度や厚さ、耐熱性に合わせて必要な部分だけを溶接します。その際、溶接の長さや幅、間隔が重要になります。溶接部分が長すぎたり幅が太くなったりすると、材料によっては熱に耐えきれず、歪みや反りなどの変形を起こしてしまいます。
また、間隔が狭くても同様に変形を起こしたり、逆に広すぎても強度が足りなくなります。熟練の溶接工のカットは、積み重ねた経験から判断し適切な量でのタップ溶接を行うのです。
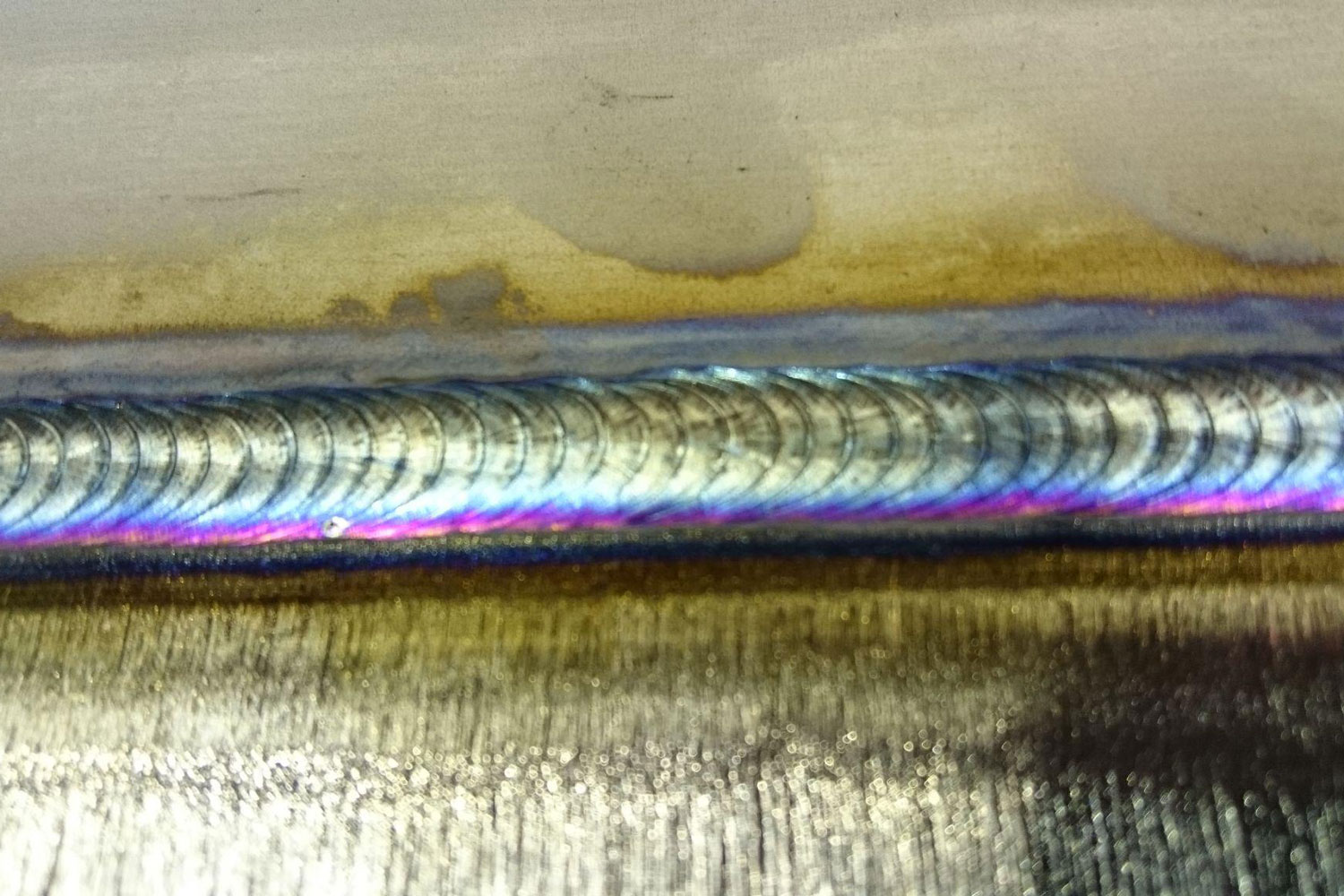
溶接ビード

アーク溶接の作業をしている際に金属がみみず腫れのように盛り上がっている部分のことを指します。 他にもパイプ製造時にロール成型後に高周波溶接によりつなぎ合わせを行ったりもします。 盛り上がっていなくても、金属が母材と溶融して元の素材と異なった状態になった部分のことも指します。
- ビードを潰す:加工が簡単でスピードが早い
- 圧延:外見の仕上がりが良い
- 切削:仕上がりが綺麗/コストが安価

